Theory of Casting
Casting is a solidification process, which means the solidification phenomenon controls most of the properties of the casting. Most of the casting defects occur during solidification, such as gas porosity and solidification shrinkage.
The mechanism of Solidification occurs in two steps nucleation and crystal growth as following:
Nucleation
During cooling process solid particles form within the liquid. When these particles form their internal energy is lower than the surrounded liquid, which creates an energy interface between the two. The formation of the surface at this interface requires energy, so as nucleation occurs the material actually undercools, that is it cools below its freezing temperature, because of the extra energy required to form the interface surfaces.
Crystal growth
When it then recalescences, or heats back up to its freezing temperature the crystal growth stage will be started All of the nucleations represent a crystal, which grows as the heat of fusion is extracted from the liquid until there is no liquid left. The direction, rate, and type of growth can be controlled to maximize the properties of the casting. Directional solidification is when the material solidifies at one end and proceeds to solidify to the other end; this is the most ideal type of grain growth because it allows liquid material to compensate for shrinkage.
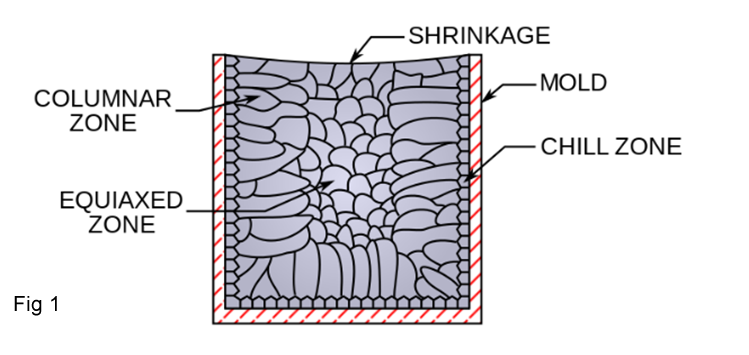
The grain macrostructure in ingots and most castings have three distinct regions or zones: the chill zone, columnar zone, and equiaxed zone. Figure 1 shows these zones.The chill zone is named so because it occurs at the walls of the mold where the wall chills the material. Here is where the nucleation phase of the solidification process takes place. As more heat is removed the grains grow towards the center of the casting. These are thin, long columns that are perpendicular to the casting surface, which are undesirable because they have anisotropic properties. Finally, in the center the equiaxed zone contains spherical, randomly oriented crystals. These are desirable because they have isotropic properties. The creation of this zone can be promoted by using a low pouring temperature, alloy inclusions, or inoculants.
Cooling curves
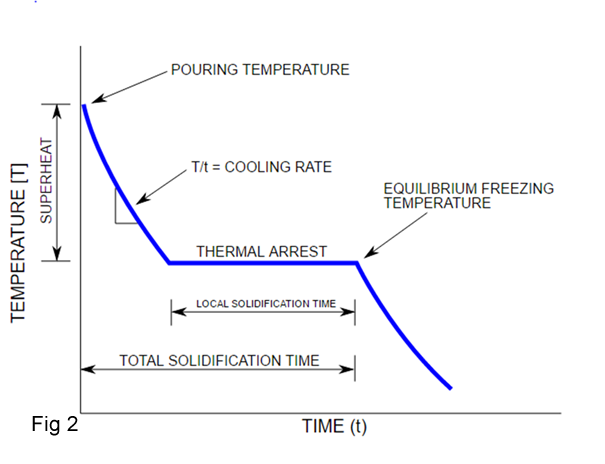
Cooling curves are important in controlling the quality of a casting. The most important part of the cooling curve is the cooling rate which affects the microstructure and properties. Generally speaking, an area of the casting which is cooled quickly will have a fine grain structure and an area which cools slowly will have a coarse grain structure. Figure 2 shows an example cooling curve of a pure metal or eutectic alloy, with defining terminology
Shrinkage
There are three types of shrinkage: shrinkage of the liquid, solidification shrinkage and patternmaker's shrinkage. The shrinkage of the liquid is rarely a problem because more material is flowing into the mold behind it. Solidification shrinkage occurs because metals are less dense as a liquid than a solid, so during solidification the metal density dramatically increases. Patternmaker's shrinkage refers to the shrinkage that occurs when the material is cooled from the solidification temperature to room temperature, which occurs due to thermal contraction.
Solidification shrinkage of some metals are as following table:| Metal | Amount % |
| Aluminium | 6.6 |
| Copper | 4.9 |
| Magnesium | 4.0 or 4.2 |
| Zinc | 3.7 or 6.5 |
| Low carbon steel | 2.5–3.0 |
| High carbon steel | 4.0 |
| White cast iron | 4.0–5.5 |
| Gray cast iron | - 2.5–1.6 |
| Ductile cast iron | −4.5–2.7 |
Most materials shrink as they solidify, but, as the table to the right shows, a few materials do not, such as gray cast iron. For the materials that do shrink upon solidification the type of shrinkage depends on how wide the freezing range is for the material. For materials with a narrow freezing range, less than 50 °C ,a cavity, known as a pipe, forms in the center of the casting, because the outer shell freezes first and progressively solidifies to the center. Pure and eutectic metals usually have narrow solidification ranges. These materials tend to form a skin in open air molds, therefore they are known as skin forming alloys. For materials with a wide freezing range, greater than 110 °C much more of the casting occupies the mushy or slushy zone (the temperature range between the solidus and the liquidus), which leads to small pockets of liquid trapped throughout and ultimately porosity. These castings tend to have poor ductility, toughness, and fatigue resistance. Moreover, for these types of materials to be fluid-tight a secondary operation is required to impregnate the casting with a lower melting point metal or resin.
For the materials that have narrow solidification ranges pipes can be overcome by designing the casting to promote directional solidification, which means the casting freezes first at the point farthest from the gate, then progressively solidifies towards the gate. This allows a continuous feed of liquid material to be present at the point of solidification to compensate for the shrinkage. Note that there is still a shrinkage void where the final material solidifies, but if designed properly this will be in the gating system or riser.